What is a Dial Vernier Caliper?
The Dial Vernier Caliper is a very easy and reliable precision measure tool. This will show how to properly measure a custom machined parts and how to read to the thousandths. This tool is usually used for precision machining and automotive applications.
It is used to measure different aspects of an object. The tool is very common for measuring the objects precision and accuracy. The 4 aspects of measurement include:
1. Outside Diameter or Object Thickness
2. Inside Diameter or Space Width
3. Step Distance
4. Hole Depth
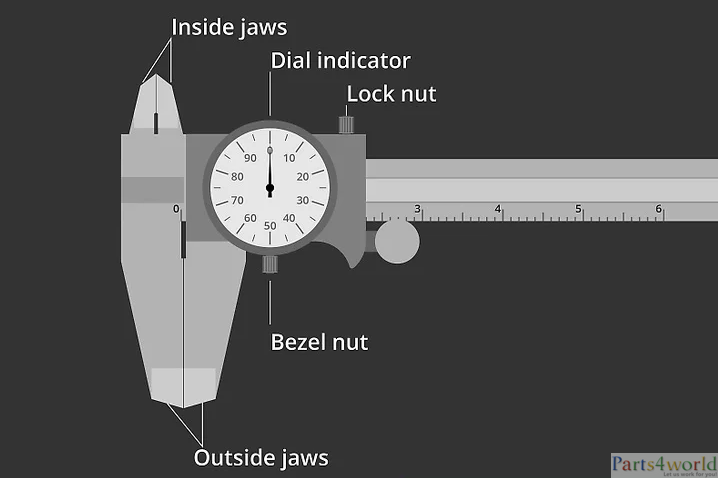
Step 1: Dial Vernier Caliper Parts

There are many parts that need to known about before the user will be able to use the dial caliper. The parts are:
External Measurement Claws: These claws are on the bottom of the dial caliper and are the longest of the claws. They measure external lengths and diameters of machined parts.
Internal Measurement Claws: These claws are on the top of the dial caliper and are the shortest pair of claws between the 2 pairs of claws. They measure internal lengths and diameters.
Dial: The shows the measurement of the object being measured in the current position. It has a needle or pointer that shows the measurement.
Dial Lock: The dial lock is a nut that tightens and loosens the precision reading on the dial.
Scale (Blade): This shows the different measurements that are used to show the length of the object being measured.
Slider: The part that looks like it used to be on a watch is the slider. It slides and adjusts the separation between the blades and changes the precision readings on the dial.
Beam: This stabilizes the depth rod and scale.
Depth Rod: It’s used to show the depth measurements of the object.
Lock Screw: The screw above the dial tightens and loosens the mobility of the slider.
Reference Edge: This indicates the measurement value of the current object.
Clamp Screw: The screw beside the dial lock is used to help improve the grip of the tool.
Step 2: Zeroing the Caliper

Before you begin measuring a precision CNC machined components, it is important to zero your dial caliper. To do this, you need to:
- Loosen the dial lock
- Rotate the dial so the pointer points to 0
- Tighten the dial lock
After doing this, you are ready to begin measuring a custom machined parts.
Step 3: Loosen the Dial Caliper

Next, make sure the slider is free to move. To do this, you need to loosen the lock screw and move the slider freely.
Step 4: Measuring Outside Lengths

To do this, the external measurement claws will be used. To do this, you have to:
- Slide the slider until the external measurement claws are aligned with the object being measured (as seen in picture above)
- Read the measurement (see Step_ for how to do so)
- Record the Measurement
Step 5: Measuring Inside Lengths

To do this, you will need to use the internal measurement claws. You will need to:
- Slide the slider until the internal measurement claws are aligned with the object being measured (as seen in picture above)
- Read the measurement (see Step_ for how to do so)
- Record the Measurement
Step 6: Measuring Stepped Lengths

To do this, you will need use the stepped length faces, which is shown in the above picture. You will need to:
- Align the faces to the stepped precision parts so the face closest to the dial is on top and the other face is on the bottom surface or to the endpoint of measurement.
- Read the measurement that is shown (See Step_ for how to do so)
- Record the measurement
Step 7: Measuring Hole Depth

To measure the depth of a hole or empty space, the depth faces will be used, which is shown in the picture above. You will need to:
- Place the blade face on the surface that is next to the hole.
- Expand the precision reading by moving the slider. Do this until the depth rod touches the bottom of the hole.
- Read the measurement (See steps_ for how to do this)
- Record the measurement
Step 8: Comprehending the Measurements

The measurements that will be featured will appear on the scale and the dial for a precision reading. When reading the dial caliper for measurements, the reference edge will be lined up with or be in between numbers. The pointer will be at a fixed position aligned with or between lines that indicate numbers (like on a ruler). From the measurements, the addition of each part will give you an ideal precision reading.
Step 9: Reading the Reference Edge

Along the scale, there are numbers that will indicate the measurement. The larger numbers on the scale are meant to be in the ones place (1). The smaller numbers between the large numbers are meant to be in the tenths place (0.1). Depending on where the reference edge is on the scale, you will record the numbers that are indicated by the reference edge.
Step 10: Reading the Dial

The numbers on the dial will be placed in the hundredths place (0.01) and on from there (thousandths, ten-thousandths, etc.). Where the pointer is along the dial is where the user should record the precision reading.
Step 11: Adding It All Together
After recording all the parts of the full measurement, add them together for the ideal end measurement.
Step 12: Common Mistakes
- Not Zeroing the Dial: People commonly forget to zero the dial before measuring the object that is to be measured. Not zeroing the dial causes the data to be incorrect.
- Adding the Number Incorrectly: By doing this, the data collected will be incorrect.
- Using the Wrong Units: Many dial calipers have a standard unit (usually inches) and a metric unit (usually millimeters). It can be easy to mix up the units when measuring an object. This corrupts the data.
- Not Locking the Slider: By doing this, the measurement can be easily altered, therefore corrupting the measurements.
Step 13: Conclusion
In conclusion, the dial caliper is a very useful tool for measuring accuracy and precision. Once you learn how to use the tool, it is pretty simple to use. Engineers use this tool very often for many different projects and building opportunities. The outside, inside, stepped, and hold distances will be easily accessible through the use of this tool. Even though it may look like a weapon at first, the object is a very useful tool.
real useful, many thanks from Canada
do you sell caliper online?
Hi guy, we don’t sell caliper
Good post, I need it too. THX
It’s very uesful to my current work. Thanks a lot!
You have made some good booklet there. I looked on the net for additional information about the issue and found most people will go along with your views on this site.